

Sourcing wood molding and millwork at scale is not the same as sourcing commodity building materials. The category carries a compounding set of technical, regulatory, and logistical variables — formaldehyde emission compliance, moisture content targets, dimensional precision, adhesive specification — that most standard supplier audits are not designed to assess. A supplier who passes a generic factory checklist can still ship product that warps after installation, fails a customs inspection, or creates downstream rework costs that quietly erode the margins a buyer thought they had locked in.
This guide is written for distributors, wholesalers, and importers who are either qualifying a new moulding and millwork supply partner or reviewing the performance criteria they apply to existing ones. The six evaluation dimensions covered here reflect the variables that most frequently drive quality failures and supply chain disruptions in this category.
Why Supplier Evaluation Matters More in Millwork Than in Other Categories
Architectural wood molding and millwork sits at the intersection of three risk layers that most other building material categories don't combine in the same way.
The first is a regulatory risk layer. In the United States, any composite wood product — including MDF-based baseboard, door casing, and crown molding — must comply with CARB Phase 2 formaldehyde emission limits (≤0.11 ppm for MDF panels, as established under California Code of Regulations, Title 17, Section 93120). Since 2019, TSCA Title VI has extended equivalent requirements to all composite wood products sold across the US, not only in California. A non-compliant shipment can be refused entry, quarantined, or recalled at significant cost.
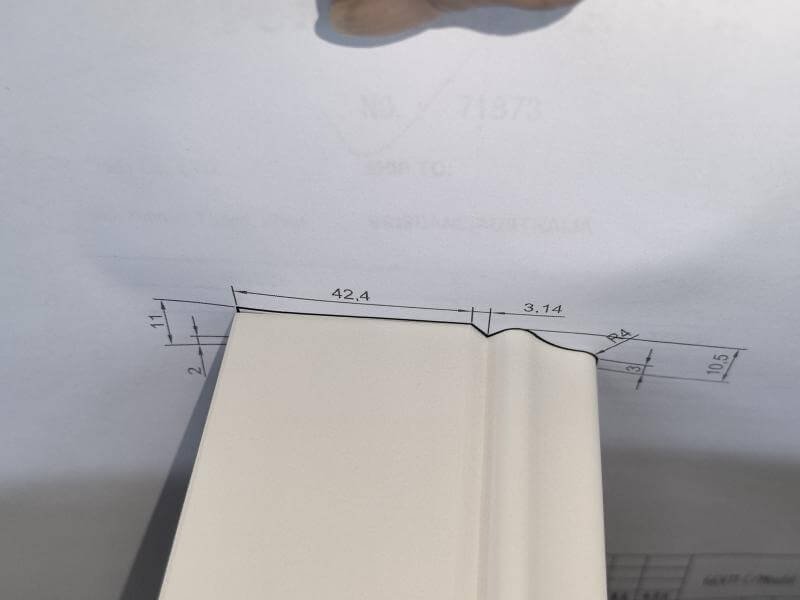
The second is a dimensional precision risk layer. Millwork products are installed against fixed architectural features — door openings, wall junctions, stair nosings. Dimensional tolerances matter in ways they don't for bulk commodity lumber. A baseboard arriving at ±0.8mm thickness variation across a batch creates visible inconsistencies when lengths are butted together during installation. Downstream, this generates rework labor costs and contractor complaints that cycle back to the distributor.
The third is a post-installation performance risk layer. Wood is hygroscopic: its dimensions change with ambient humidity. A profile shipped at the wrong moisture content will move after installation, producing gaps, cupping, or surface paint cracking. This failure mode is often invisible at the point of receiving inspection and only becomes visible weeks or months after the job site has been closed.
These three risk layers are what make supplier evaluation in this category a technical exercise, not just a commercial one.

Compliance Comes First: What Documentation to Request Before Sampling
For North American buyers, the compliance gate is binary: a supplier either holds valid third-party certification for CARB Phase 2 and TSCA Title VI, or they don't. There is no middle position. Requesting a sample before confirming certification status wastes evaluation time on a supplier who cannot legally ship MDF-based product into the US market.
CARB Phase 2 & TSCA Title VI (North American Market)
The specific documentation to request:
- A current third-party certification report from a CARB-approved Testing and Production Control (TPC) agency, covering the specific MDF substrate grades used in production
- Lot-level test results, not a single mill certificate — formaldehyde emission can vary across substrate batches if a manufacturer sources MDF from multiple mills
- Confirmation that the certification covers the finished moulding product and not only the raw MDF board
The MDF formaldehyde limits under CARB Phase 2 / TSCA Title VI are: ≤0.11 ppm for standard MDF (panels >8mm), ≤0.13 ppm for thin MDF (panels ≤8mm), and ≤0.05 ppm for hardwood plywood. These limits are measured using the large-scale chamber method (ASTM E1333).
Importantly, CARB compliance must be verified at the substrate level. A supplier who primes or coats MDF mouldings is not automatically compliant by virtue of the coating — the underlying board must meet the emission threshold independently.
CE Marking, E0/E1, and FSC CoC (European and Green Building Projects)
For buyers sourcing into European markets or specifying products for LEED or Green Star certified projects, the compliance documentation set expands:
- CE Marking and Declaration of Performance (DoP): Required for construction products entering the EU market under the Construction Products Regulation (CPR). The DoP must reference the applicable harmonized standard — for wood-based panels used in millwork, EN 13986 is the relevant standard.
- E0/E1 Emission Grade: Under EN 13986, E1 sets a formaldehyde limit of ≤0.124 mg/m³ (chamber method). E0 sets a stricter limit of ≤0.065 mg/m³. For projects with indoor air quality requirements or green building rating system specifications, E0 is increasingly the practical minimum.
- FSC Chain of Custody (CoC): Buyers who need to claim FSC-certified content in their product offerings — whether for retail positioning or green building credit documentation — must source from a supplier holding a valid FSC CoC certificate. This is distinct from a Forest Management (FM) certificate: the manufacturer, not the forest, must hold CoC certification.
For any market, ISO 9001:2015 certification provides a baseline verification that the supplier operates a documented quality management system. Its presence does not guarantee product quality, but its absence is a meaningful negative signal.
Quality System Verification: The Three-Tier Inspection Standard
The most reliable indicator of a supplier's quality consistency is not their marketing materials — it is the structure and documentation depth of their inspection system. A robust quality system for moulding and millwork production operates across three control points.
Incoming Quality Control (IQC) covers raw material inspection at goods receipt. For a moulding manufacturer, this means: moisture content verification for every incoming timber batch (with records traceable to batch number), MDF substrate thickness and density spot-checks against purchase specification, and visual grading of solid wood or finger-jointed stock against the applicable appearance grade standard.
In-Process Quality Control (IPQC) covers production-stage checkpoints. For moulding production, the critical IPQC checkpoints are: profile dimension verification at the moulder (typically every 4 hours or at tool change), coating dry-film thickness measurement for primed products, and finger-joint gap inspection for jointed stock.
Final Quality Control (FQC) covers outgoing inspection before shipment. Sampling should be conducted under a statistically valid plan — the ISO 2859-1 Acceptable Quality Level (AQL) framework is the industry reference. An AQL of 2.5 applied to appearance defects means that a sampling plan at the relevant lot size will accept a lot only if the observed defect rate falls within the 2.5 defects-per-hundred-units threshold.
When auditing a supplier's quality system, ask specifically: what are the documented acceptance criteria for each inspection stage, who has authority to place a production lot on hold, and how are non-conforming materials physically segregated from conforming stock? A supplier who can answer these questions with documented procedures and records is in a different category from one who describes their quality control as a general commitment to excellence.
On dimensional precision: the industry common range for finished solid wood moulding thickness tolerance is ±0.5mm. Suppliers operating precision moulding lines should be achieving ±0.2mm or better on thickness, and ±0.3mm on width. For finger-jointed door frame and jamb components that integrate with door hardware, ±0.5mm is the accepted field tolerance; suppliers capable of ±0.2mm processing reduce the rework incidence at the installation stage.

Moisture Content Control: The Hidden Variable That Determines Post-Installation Performance
Moisture content (MC) is the single most consequential variable in solid wood moulding performance, and it is the variable most frequently under-specified in purchase orders. Buyers who specify profile dimensions, surface finish, and grade — but not target MC and acceptable tolerance — are leaving a significant quality variable uncontrolled.
The target export MC for solid wood molding varies by destination market and is driven by the equilibrium moisture content (EMC) of the installed environment:
- North America (heated interiors): 8–10% MC (±1%). North American residential interiors with central heating can reach relative humidity levels below 30% in winter months, which corresponds to an EMC of approximately 6–7%. Solid wood molding shipped above 11% MC will lose moisture and contract after installation. The differential between the exposed face and the unfinished back of a profile can drive cupping.
- Europe (temperate maritime climate): 10–12% MC. Indoor relative humidity in Northern European buildings is more stable, typically 40–60%, supporting a slightly higher equilibrium content.
- Australia (southern coastal): 10–12% MC. Higher humidity zones such as coastal Queensland may require 12–14%.
A specific failure pattern that occurs when solid wood profiles are over-wet at export: profiles wider than 75mm (3 inches) without a back-relief cut are at elevated risk of cupping in dry interior environments. A back-relief cut — one or two shallow longitudinal grooves milled into the undecorated back face — allows the profile to release differential shrinkage stress without distorting the face. For primed solid wood molding in widths above 90mm destined for North American distribution, this detail should be specified in writing, not assumed.
There is also a production-stage variable that is not visible in finished product inspection: kiln-dried timber above 40mm thickness can exhibit a moisture gradient between the surface layer and the core at the time of discharge from the kiln. Surface readings may meet the target MC range while the core remains 3–5% higher. If material is processed immediately after kiln discharge without a sufficient equalisation period (typically 1–2 weeks), stress release after cutting can cause warping in the finished profile. Buyers evaluating a supplier's MC control should ask not only what the target kiln-discharge MC is, but also what equalisation protocol is followed before machining.
For verification, specify that MC measurement be performed using the oven-dry gravimetric method (AS/NZS 1080.1) on a sample basis per outgoing shipment, rather than relying solely on pin-type resistance meters, which carry ±2% accuracy uncertainty and are suitable for screening but not for certification-level confirmation.

Adhesive Specification for Structural Millwork Components
Finger-jointed moulding is produced using one of two adhesive systems, and the distinction matters considerably for certain millwork applications.
PVA (polyvinyl acetate) adhesive is the standard for interior decorative applications: baseboard, chair rail, door casing trim, crown molding. In dry indoor conditions, PVA joints achieve bond strength at 80–90% of clear wood strength. PVA is appropriate for these applications and is cost-effective.
PUR (polyurethane) adhesive is the correct specification for finger-jointed door frame and jamb components that will carry structural load — specifically, door frames supporting solid-core doors above approximately 35 kg. PUR adhesive cures irreversibly through a moisture-catalyzed cross-linking reaction and retains over 90% of bond strength under wet-state conditions. The critical performance difference is shear creep resistance: PVA joints in structural applications under sustained or cyclic loading can exhibit progressive displacement over time. PUR joints do not exhibit the same creep behavior.
The practical implication for buyers: when specifying finger-jointed door frame stock, the purchase order should state the adhesive system explicitly. This is not a detail that can be inferred from a generic "finger-jointed pine door frame" description, and different suppliers default to different adhesive systems. If the supplier's product data sheet does not specify the adhesive type, request written confirmation before placing an order for structural millwork applications.
A secondary consideration: finger-jointed moulding, regardless of adhesive type, is a paint-grade product. The joint interface has a different density and resin absorption profile from the surrounding wood, which means that under clear or semi-transparent finishes, the joint lines will be visible. This is a material characteristic, not a manufacturing defect. For any stain-grade or transparent-finish application, solid wood clear-grade stock is the appropriate specification.
Mixed-Container Loading: A Practical Capability That Most Buyers Don't Know to Ask About
For distributors managing broad SKU ranges — multiple profile styles, substrates, surface finishes, and lengths — the practical minimum order quantity (MOQ) from a supplier is often more meaningful than the unit price. A supplier who requires full-container minimums per SKU effectively imposes a very high entry barrier and creates inventory imbalances that are expensive to carry.
Mixed-container loading — the consolidation of multiple SKUs into a single container — directly addresses this constraint. A distributor who can place a 40-foot container order covering 30 to 60 SKUs, rather than needing to order at single-SKU container minimums, gains meaningful flexibility in inventory management and cash flow.
However, mixed-container loading capability is not simply a commercial policy decision — it requires specific operational infrastructure. The execution factors to verify with any supplier who claims this capability:
- Profile isolation and separation: Different profile geometries must be physically separated in the container to prevent surface damage. Narrow or complex profiles can be crushed by the weight of adjacent stock if not isolated with foam or PE film separators.
- MDF and solid wood segregation: MDF and solid wood profiles should not be loaded on the same pallet. The significant density difference between MDF (700–850 kg/m³) and solid pine (approximately 420–500 kg/m³) means that mixed-substrate pallets create uneven load distribution and compression risk for the lower-density material.
- Per-SKU batch numbering: Each SKU in a mixed load should carry an independent batch number, enabling the buyer to conduct line-item receiving inspection and to trace any quality issue to a specific production lot after delivery.
- Loading plan documentation: A detailed container loading plan (indicating the physical position, quantity, and packaging dimensions of each SKU) should be provided before shipment, enabling the buyer's receiving team to verify completeness at delivery without unpacking the entire container.
When a Direct-Import Millwork Supplier Is Not the Right Fit
A direct manufacturing relationship at container volumes is the right structure for a significant portion of the North American distributor and importer market. It is not the right structure for every buyer or every purchase situation. Being clear about when it is not the right fit is part of a productive supplier relationship.
Small-volume or emergency replenishment orders: A factory supply relationship with a container-minimum MOQ is not designed for top-up orders of a few hundred pieces. For urgent small-volume replenishment, local distribution stock is the appropriate channel. A factory supply partner is best used for planned volume on predictable replenishment cycles — not as the fallback for a stockout.
Lead time requirements under 21 days: Standard production-to-port lead times for moulding and millwork run 25–35 days for stock products, and 45–60 days for custom profile tooling. Combined with transit time from China to US West Coast (approximately 12–16 days) or East Coast (25–35 days), a buyer who needs product in under three weeks cannot be served by a direct factory import relationship. Local inventory sources are the correct solution for that requirement.
Outdoor or high-moisture-exposure applications: MDF-based moulding — including moisture-resistant (MR) grades — is an interior dry-area product. Prolonged exposure to outdoor conditions, sustained high humidity above 85% relative humidity, or direct water contact causes irreversible internal structural degradation in MDF. Even MR-grade MDF is not an outdoor material. For exterior trim applications, thermally modified wood, cellular PVC, or tropical hardwood profiles are the appropriate category.
Stain-grade or transparent-finish applications using finger-jointed stock: As noted above, finger-jointed profiles are a paint-grade product by definition. No manufacturing process eliminates the visual appearance of finger joints under a transparent or semi-transparent topcoat. For stain-grade applications requiring a consistent natural wood appearance, solid wood clear-grade stock — not finger-jointed material — is the correct specification.
A Practical Checklist: 6 Questions to Ask Any Moulding Millwork Supplier
Use these questions as the starting framework for any supplier qualification conversation. They are designed to separate suppliers with genuine technical infrastructure from those with compelling brochures.
1. Can you provide current third-party CARB Phase 2 / TSCA Title VI certification for the specific MDF substrates used in your moulding production? The certification must be from a CARB-approved TPC agency and must cover the specific board grades and thicknesses in use, not only the mill's general output. Ask for lot-level test reports, not a single facility certificate.
2. What is your documented three-stage quality inspection process — IQC, IPQC, and FQC — and can you provide a sample inspection record? A supplier with a genuine ISO 9001-compliant quality system will have documented procedures, acceptance criteria, and records for each stage. The ability to produce a sample record from a recent production lot is a meaningful indicator of system maturity.
3. What are your target moisture content ranges by destination market, and what method do you use to verify MC before shipment? Look for: North America target 8–10% MC; oven-dry method used for final verification; documented equalisation period after kiln discharge before machining.
4. What adhesive system do you use for finger-jointed door frame and jamb components — PVA or PUR — and is this specified in your product data sheets? For structural door frame applications supporting solid-core doors, PUR is the correct specification. A supplier who cannot answer this question definitively, or who is unaware of the distinction, is a risk for structural millwork applications.
5. What is your mixed-container loading capability, and what documentation do you provide to support receiving inspection? Ask for specifics: maximum SKU count per container, separation protocols for different substrates, per-SKU batch numbering, and whether a loading plan is provided prior to shipment.
6. Can you replicate a discontinued profile from a physical sample or technical drawing, and what is your sample turnaround time? For distributors managing established SKU ranges with historical profile commitments, a supplier's ability to match existing profiles — rather than requiring a transition to new standard profiles — is a significant continuity factor. A supplier with mature tooling capabilities and an existing library of replicated profiles should be able to provide samples within 3–7 business days from a physical sample or dimensioned drawing.
Goodwood Mouldings has operated as a wood moulding and millwork manufacturer since 1995, from a 200,000 m² automated production facility in Xiamen, China. Our product range covers primed MDF mouldings, finger-jointed pine profiles, solid hardwood sections, veneered profiles, and CNC-processed door frame and jamb components, with certifications including CARB Phase 2, EPA TSCA Title VI, CE, E0/E1, FSC Chain of Custody, and ISO 9001. We support mixed-container loading of 20–60 SKUs per container and maintain a discontinued profile replication library of 300+ replicated SKUs. Average customer relationship length across our distributor and manufacturer base is over 8 years.
If you are evaluating supply partners for your moulding and millwork range, contact us at info@goodwoodmouldings.com to discuss your product requirements and compliance needs.
Frequently Asked Questions
What certifications should a wood moulding supplier have for the North American market? For MDF-based moulding sold in the US, CARB Phase 2 and EPA TSCA Title VI certification are mandatory. These require third-party verification by a CARB-approved TPC agency confirming formaldehyde emission at ≤0.11 ppm for standard MDF. ISO 9001 and FSC Chain of Custody are additionally relevant for quality system assurance and sustainable sourcing documentation respectively.
What moisture content should kiln-dried wood molding have for US shipments? Solid wood molding destined for North American heated interiors should be kiln-dried to a target moisture content of 8–10% (±1%). This range aligns with the equilibrium moisture content of typical US residential interiors, where relative humidity in heated spaces can fall below 30% in winter. Profiles shipped above 11% MC are at elevated risk of post-installation dimensional movement.
Can finger-jointed molding be used for structural door frames? Finger-jointed door frames bonded with PUR (polyurethane) adhesive are appropriate for structural door frame applications. PUR adhesive retains over 90% of bond strength under wet-state conditions and does not exhibit shear creep under sustained load. PVA-bonded finger-jointed stock is not recommended for door frames supporting solid-core doors above approximately 35 kg, as PVA joints can exhibit progressive displacement under cyclic loading over time.
What is mixed-container loading and why does it matter for distributors? Mixed-container loading allows multiple product SKUs — typically 20 to 60 — to be consolidated into a single shipping container, rather than requiring a full container per SKU. For distributors managing broad moulding ranges, this reduces the minimum order quantity per SKU, lowers inventory carrying costs, and enables more flexible replenishment cycles. Proper execution requires substrate segregation, per-SKU batch numbering, and documented loading plans for receiving inspection.

